
Air Bearings
Explore the possibilities of movement without friction
Now with Gap Sensing TechnologyLearn More
Now with Gap Sensing TechnologyLearn More




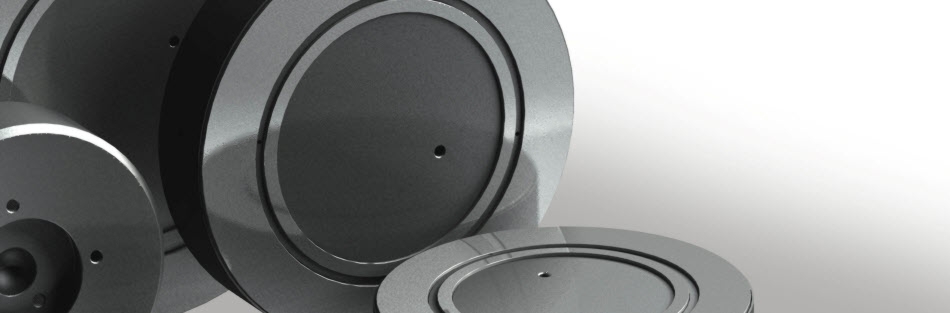
Vacuum Preloaded Air Bearings
Simplify your stage assembly by reducing the number of bearings neededLearn More
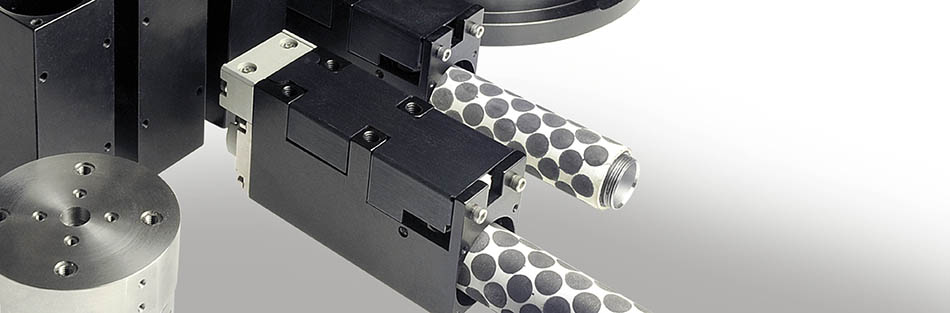
Precision Air Bearings and Metal Optics
Specialty Components incorporated has over 30 years experience in designing and manufacturing precision air bearings for semiconductor manufacturing, machine components and metal optics. Our standard product lines include linear, spherical and cylindrical air bearings as well as diamond point turned off-axis parabolic, flat and spherical mirrors.
Custom Solutions for Your Application
Questions about a custom solution? Discuss your needs with a specialist and get started with your project today.
Contact Us